
Quick Answer: The Industrial Facility Manager’s Guide to Protective Coatings in the Pacific Northwest
Industrial protective coatings protect critical infrastructure from corrosion, chemical exposure, and environmental damage. Their performance depends on proper surface preparation, correct coating system selection, and experienced contractors who follow industry standards.
- Specify surface preparation standards using SSPC or AMPP classifications
- Match coating systems to the service environment and exposure conditions
- Monitor environmental conditions during application
- Work with contractors who maintain strong safety and inspection programs
- Implement quality control procedures throughout the coating lifecycle
- Account for Pacific Northwest climate factors when selecting coating systems
Key Terms
High-performance coatings designed to protect industrial assets from corrosion, chemical exposure, and environmental damage.
The process of cleaning and profiling a surface before coating application to ensure proper adhesion and durability.
Industry standards defining surface cleanliness levels required before coating application.
A multilayer system typically consisting of primer, intermediate coat, and topcoat.
Measurement used to verify coating thickness meets project specifications.
Industrial protective coatings are the first and most critical line of defense for the infrastructure that keeps the Pacific Northwest running: refineries, pipelines, bridges, treatment plants, marine terminals, and power generation facilities that operate around the clock in one of the most corrosive climates in the country. When coating work is done right, assets perform at their design life, maintenance costs stay predictable, and the people and environments around those facilities stay protected.
This guide provides a comprehensive, technically grounded framework for understanding industrial protective coatings, evaluating surface preparation standards, selecting qualified contractors, and making informed decisions across the full spectrum of industrial coating applications, from petrochemical and petroleum storage facilities to structural steel, bridges, water and wastewater infrastructure, marine terminals, and manufacturing plants.
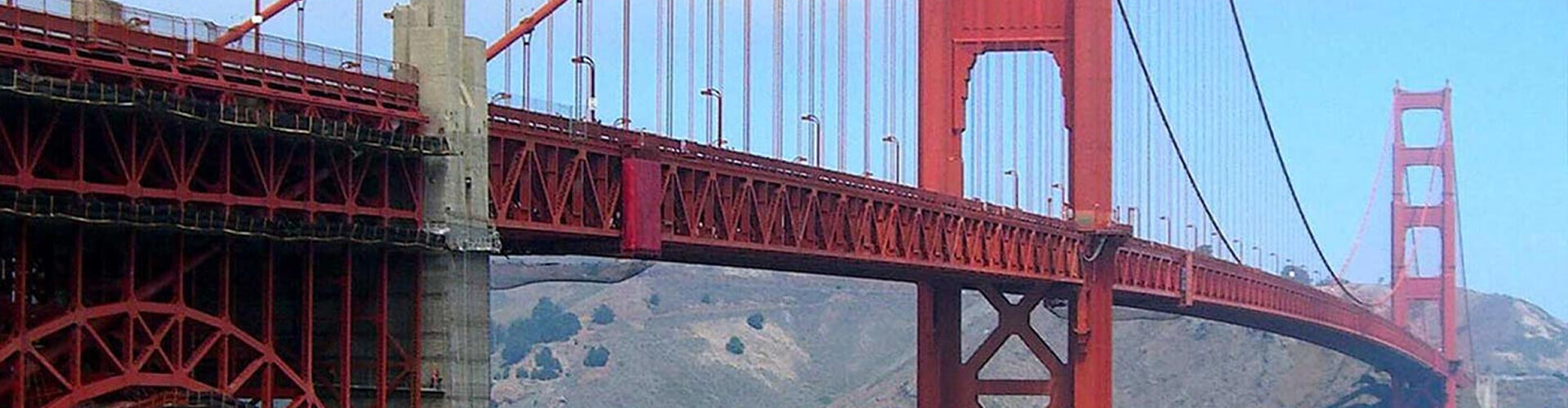
Long Painting Company’s industrial division has performed protective coating work throughout the Pacific Northwest for decades. Our project history includes the Golden Gate Bridge, USS Kitty Hawk, USS Nimitz, St. John’s Bridge in Portland, the Seattle Kingdome, Terminal 5, and the SR 520 floating bridge, along with ongoing work with major petroleum, utility, forest products, and aerospace operators throughout Washington and Oregon.
Section 1
Why Industrial Coating Performance Matters
The True Cost of Coating Failure
Industrial coating failure is rarely just a cosmetic problem. When a coating system fails in a petrochemical facility, on a bridge structural member, in a tank lining serving chemical or petroleum storage, or on a wastewater treatment structure, the consequences extend far beyond aesthetics:
- Accelerated corrosion of structural and pressure-containing components, which can lead to catastrophic failure in high-consequence environments
- Environmental release incidents when tank linings or secondary containment systems fail to prevent product leakage
- Regulatory penalties and mandatory shutdowns when coating failures trigger compliance violations
- Emergency repair costs that typically run 2 to 3 times the cost of planned maintenance work
- Reduced asset lifespan requiring early capital replacement of equipment and structures designed to last decades
- Reputational risk with regulators, insurers, and neighboring communities for facilities with documented maintenance failures
These are real risks that responsible facility owners plan around, and that well-structured coating maintenance programs are specifically designed to prevent.
Long Painting works with industrial clients across the full spectrum of maintenance philosophy, and brings the same technical discipline and safety commitment to every project regardless of scope.
Planned Maintenance vs. Reactive Repair in Industrial Settings
Industrial facilities that operate under planned coating maintenance programs consistently outperform those that respond reactively. The performance gap reflects several interconnected realities:
Planned Maintenance Advantages
- Surface preparation can be done to full specification without the time pressure of an emergency, resulting in better adhesion, better coverage, and longer service life
- Coating systems can be selected based on the planned service environment rather than matched to whatever the repair crew has on the truck
- Turnaround and shutdown windows can be used efficiently, maximizing productivity during planned downtime rather than scrambling for emergency access
- Documentation, inspection, and QC processes have time to run their course, generating the records that matter when warranty claims arise or regulatory inspections occur
- Contractor pre-qualification, mobilization planning, and safety plan development can happen in advance of the work rather than under pressure
The Reactive Repair Trap
Reactive maintenance creates a cascading cost problem that is well-documented in industrial asset management. A coating failure that costs $15,000 to repair on a scheduled basis can escalate to $45,000 or more when emergency access, accelerated mobilization, and structural repair become necessary. Facilities that consistently defer coating maintenance until failure discover that their maintenance costs trend upward year over year as corrosion penetrates deeper into substrates and structural repair requirements expand.
Long Painting works with industrial clients across a wide range of maintenance approaches, and we bring the same level of planning and execution whether a project is part of a long-term maintenance program or a standalone repair.

Section 2
Surface Preparation: The Foundation of Coating Performance
Why Surface Prep Determines Success or Failure
The protective coatings industry has known for decades that coating adhesion, the bond between a protective coating and the substrate it protects, depends on both surface condition and the coating system selected. Independent studies by coating manufacturers, research institutions, and the SSPC (Society for Protective Coatings, now AMPP, Association for Materials Protection and Performance) have consistently found that surface preparation quality is among the most significant variables in industrial coating service life, and that even the best coating system requires a properly prepared surface to deliver its rated performance.
What this means in practice is straightforward: a lower-performing coating applied over a properly prepared surface will consistently outlast a high-performance coating applied over an inadequately prepared one. The best coating system in the world cannot compensate for mill scale, rust, contamination, or inadequate anchor profile beneath it.
Yet surface preparation is also the phase most frequently compromised on cost-driven projects. It is time-consuming, physically demanding, generates significant waste that must be managed and disposed of properly (particularly when lead-containing coatings are being removed), and its quality is not immediately visible after the fact. This creates conditions where shortcuts are tempting and where the consequences may not become visible for months or years, long after the original contractor has moved on.
SSPC/AMPP Standards Explained: SP 1 Through SP 5
SSPC/AMPP surface preparation standards define the degree of cleanliness required before coating application. Each standard is designated by number and carries a specific visual definition of acceptable surface condition. Coating manufacturers reference these standards directly in their product data sheets and application specifications, and a coating system’s performance warranty is conditioned on meeting the specified standard.
| Standard | Definition and Common Applications |
|---|---|
| SSPC-SP 1: Solvent Cleaning | Removes oil, grease, and soluble contaminants using solvents or degreasers. Required as a first step before all other surface preparation. Does not address rust, mill scale, or old coatings. |
| SSPC-SP 2: Hand Tool Cleaning | Removes loose rust, loose mill scale, and loose paint using non-powered hand tools. Appropriate for mild service environments and maintenance painting where tightly adhered material may remain. |
| SSPC-SP 3: Power Tool Cleaning | Similar to SP 2 but uses powered tools for more effective removal. Still allows adherent rust staining and mill scale. Not appropriate for high-performance coating systems in corrosive service. |
| SSPC-SP 6: Commercial Blast Cleaning | Abrasive blast cleaning to a level where at least two-thirds of each unit area is free of visible residues. Common for structural steel in mild exposures and applications where the coating system accommodates minor surface variation. |
| SSPC-SP 10: Near-White Metal Blast | Abrasive blast cleaning to remove all visible contaminants from at least 95% of each unit area, with only light staining allowed in the remaining 5%. The standard most frequently specified for high-performance industrial coating in corrosive or immersion service. |
| SSPC-SP 5: White Metal Blast Cleaning | The most demanding standard. Requires complete removal of all visible contaminants from 100% of the surface. Specified where coating failure carries significant safety, environmental, or operational risk: tank interiors in potable water or aggressive chemical service, nuclear and pharmaceutical facilities, immersion systems in extreme environments. |
Long Painting works to the full range of these standards across different project types and client specifications. Our estimators specify the correct standard based on the service environment, the selected coating system, and the substrate condition, not based on what minimizes preparation labor.
When reviewing bids for industrial coating work, it’s worth confirming that the surface preparation standard is specified by SSPC/AMPP designation. A clearly specified standard gives you a defined baseline for inspection, documentation, and performance expectations throughout the project.
Surface Profile and Anchor Pattern Requirements
Beyond cleanliness, abrasive blast cleaning creates a surface profile, a microscopic texture of peaks and valleys that gives the coating system mechanical adhesion to the substrate. Coating manufacturers specify minimum and maximum profile depths (measured in mils) in their product data sheets, and applying a coating over an incorrect profile can result in adhesion failure regardless of how clean the surface was.
Profile is measured using Testex Press-O-Film replica tape and a micrometer, or using a surface comparator gauge. Measurements are taken at multiple locations and documented. Long Painting includes surface profile verification in our quality control documentation on industrial projects where profile is specified.
The abrasive media used in blasting (steel grit, steel shot, garnet, crushed glass, or other approved media) determines the profile characteristics created. Matching abrasive selection to profile requirements is part of the pre-bid planning process we apply to every industrial project.
Soluble Salt Contamination and Testing
Chlorides, sulfates, and nitrates deposited on metal surfaces are invisible to the naked eye but represent one of the most common causes of premature coating failure in industrial environments. These soluble salts attract moisture through the coating film by osmosis, creating blisters and driving delamination from beneath the coating, a failure mode that appears to originate at the substrate/coating interface and that the coating itself cannot prevent.
Sources of soluble salt contamination include marine atmospheric environments, de-icing salts used near transportation infrastructure, process chemical exposure, and residual contamination from prior corrosion cycles. Facilities near tidal water, facilities that process chlorine-containing chemicals, and infrastructure exposed to road environment are at particular risk.
SSPC-Guide 15 / NACE SP0508 provides the framework for soluble salt testing methods and acceptable contamination limits. The most common field method is the Bresle patch test, which uses a small adhesive patch filled with deionized water to extract surface-soluble salts, followed by measurement using conductivity meters or ion-specific test kits.
Major industrial clients in petroleum, chemical processing, and related sectors routinely specify soluble salt testing as a coating inspection hold point. Long Painting conducts this testing in accordance with client specifications and documents results as part of our project quality control records.
Environmental Conditions During Application
SSPC and NACE/AMPP standards extend beyond surface cleanliness to govern the environmental conditions under which coating application must occur. Applying coating outside of specified environmental parameters is a common cause of adhesion failure, curing defects, and shortened service life, and it invalidates coating manufacturer warranties.
Key environmental parameters include:
- Substrate temperature: Must be at least 5°F (3°C) above the dew point temperature to prevent moisture condensation on the surface during application
- Relative humidity: Must fall within the coating manufacturer’s specified application window, typically below 85% for most industrial coatings
- Air and substrate temperature: Must be within the manufacturer’s minimum and maximum application temperature range
- Wind conditions: High winds in open environments can cause overspray, accelerate solvent flash-off, and contaminate prepared surfaces
Long Painting crews check and document environmental conditions (temperature, humidity, and dew point) before each application shift on industrial projects. This documentation is provided to clients as part of the project quality control package and protects both parties when coating performance questions arise.
Section 3
Industrial Coating Systems and Product Selection
Coating System Basics: Primer, Intermediate, and Topcoat
Industrial protective coating systems are rarely a single product; they are engineered multilayer systems where each coat performs a specific function. Understanding the role of each layer helps facility managers evaluate coating specifications and understand why changes to any component of the system can compromise performance.
- Primer coat: Bonds directly to the prepared substrate, provides corrosion inhibition (in zinc-rich systems, cathodic protection), and creates a foundation for subsequent coats.
- Intermediate coat (build coat): Adds film thickness, provides a barrier against moisture and chemical penetration, and fills minor surface irregularities. Epoxy intermediates are common in high-build industrial systems.
- Topcoat: Provides resistance to UV degradation, chemical splash, abrasion, and visible weathering. Polyurethane and acrylic urethane topcoats are standard for atmospheric exposures requiring color and gloss retention.
The coating system specification, not just the individual product, is what manufacturers warrant and what should be documented on every industrial project. Substituting products within a specified system, changing application rates, or skipping coats creates warranty voids that shift risk entirely to the contractor or facility owner.
Common Industrial Coating Types and Their Applications
| Coating Type | Key Properties | Typical Applications |
|---|---|---|
| Zinc-Rich Primers (Organic and Inorganic) | Cathodic protection of steel; sacrificial zinc provides corrosion protection even if coating is scratched | Structural steel in atmospheric or immersion service; bridge coatings; offshore structures |
| High-Build Epoxy | Excellent chemical and moisture resistance; high film thickness in fewer coats; strong adhesion to blasted steel | Tank interiors and exteriors; secondary containment; piping; petrochemical equipment |
| Coal Tar Epoxy | Outstanding immersion resistance; high resistance to water, sewage, and petroleum products | Buried pipelines; water/wastewater structures; offshore immersion; tidal zone applications |
| Polyurethane Topcoat | UV stability; color and gloss retention; abrasion resistance; flexible film | Atmospheric exposures where appearance matters; structural steel topcoats; equipment exteriors |
| Inorganic Zinc Silicate | Extremely heat and solvent resistant; long-term corrosion protection in severe environments | Petrochemical and refinery equipment; tank exteriors; high-temperature structures |
| Phenolic Epoxy / Novolac Epoxy | High resistance to concentrated acids, solvents, and chemical exposure | Chemical storage tank linings; chemical plant equipment; secondary containment |
| Plural Component Systems | Two or more components mixed at application; rapid cure; consistent film properties | Epoxy linings requiring fast return to service; large-volume tank coating; field-applied lining systems |
| Intumescent Fireproofing | Expands when exposed to heat, creating insulating char layer; passive fire protection | Structural steel fire protection in industrial facilities; offshore platforms; process buildings |

Approved Coating Brands and Manufacturer Support
Long Painting works with high-performance industrial coating systems from multiple manufacturers, including Carboline, Tnemec, and Sherwin-Williams Protective and Marine Coatings, among others. Manufacturer selection on any given project follows the coating specification established by the facility owner, engineer of record, or inspection agency, not Long Painting’s product preference.
We maintain relationships with the technical representatives of our primary coating manufacturers, who provide application guidance, field support, and inspection documentation assistance on complex industrial projects. This manufacturer technical involvement creates an additional layer of quality assurance that protects facility owners, particularly on new-construction and tank lining projects where coating performance over a multi-decade service life is the expectation.
Specialty Systems: Zinc-Rich, Coal Tar Epoxy, Plural Component
Zinc-Rich Primers
Zinc-rich primers (both inorganic zinc silicate and organic zinc epoxy) provide cathodic protection to steel substrates. Unlike barrier coatings that simply block moisture from reaching the steel, zinc-rich primers work by electrochemical sacrifice: zinc is more reactive than steel, so in areas where the coating is scratched or damaged, the zinc sacrifices itself to protect the surrounding steel from corrosion.
This mechanism requires that zinc particles in the primer maintain direct contact with the steel substrate, which is why SSPC-SP 10 or SP 5 surface preparation is almost universally required before zinc-rich primer application.
Coal Tar Epoxy
Coal tar epoxy is a time-tested coating for severe immersion service, particularly in buried pipelines, submerged structures, and water/wastewater environments. Its combination of coal tar pitch and epoxy resin produces a high-build, chemically resistant film with outstanding resistance to water and petroleum product permeation.
Application requires strict attention to temperature: the material is highly viscous in cold conditions and must be applied within manufacturer-specified temperature ranges to achieve proper film formation. In Pacific Northwest conditions, proper staging and environmental management are essential.
Plural Component Systems
Plural component coatings (typically two-component systems mixed at the spray gun or through inline static mixers) are increasingly common in industrial lining applications where consistent mix ratio, rapid cure, and high film thickness per coat are required. These systems apply material that begins curing immediately after mixing, which requires both specialized equipment and trained application crews.
Long Painting has experience applying plural component coating systems and maintains the specialized equipment required for these applications. For major tank lining and chemical containment projects, plural component systems often represent the best performance value because their rapid cure allows faster return to service.
Section 4
Industrial Sectors and Application Environments
Petroleum and Chemical Processing Facilities
Petroleum refineries, tank farms, and chemical processing facilities represent the most demanding environment for industrial coating contractors. Coating requirements in this sector combine the physical challenges of large, complex structures with stringent safety requirements, regulatory compliance demands, and coating specifications that are often written and enforced by the facility owner’s engineering team or a third-party inspection agency.
Long Painting holds approved contractor status with major petroleum and chemical operators in the Pacific Northwest. This pre-qualification status requires documented safety performance, program audits, OSHA compliance history, and demonstration that our safety management system meets the facility’s own standards.
Key coating applications in this sector include:
- Aboveground storage tank exteriors and interiors, including floating roof components, shell, bottom plates, and structural supports
- Piping systems and pipe rack structures
- Processing equipment, heat exchangers, pressure vessels, and reactors
- Secondary containment berms, floors, and walls
- Structural steel in process buildings and pipe bridges
- Thermal insulation coating systems (CUI, Corrosion Under Insulation, protection)
Tank and Vessel Coating: Interior and Exterior Systems
Tank coating, particularly interior lining systems, is among the most technically demanding work in the industrial coating field. Interior tank linings must resist direct contact with stored products (crude oil, refined fuels, chemicals, potable water, or process liquids), temperature cycling, and the continuous presence of moisture.
Interior Tank Lining Selection
- Crude oil and fuel storage: Typically phenolic epoxy, solvent-based epoxy, or high-build epoxy systems resistant to aromatic hydrocarbon exposure
- Potable water storage: NSF/ANSI 61-certified coating systems required; white metal blast (SP 5) preparation standard typically specified
- Chemical storage: Phenolic novolac epoxy for acid and solvent resistance; selection requires detailed review of stored chemical properties
- Wastewater structures: Coal tar epoxy or glass flake-filled systems for extended immersion in sewage environments
Interior Tank Coating Process
Interior tank coating requires confined space entry procedures, atmospheric monitoring, forced ventilation, specialized lighting, and communication systems. At Long Painting, every confined space entry is governed by a written confined space program, a site-specific entry permit, atmospheric testing before and during entry, and designated rescue capability at the point of entry.
DFT (dry film thickness) testing at multiple points across the tank floor, shell, and roof is standard practice. Holiday detection (electrical spark testing that identifies pinholes in the coating film) is conducted on immersion-service linings before return to service.
Structural Steel and Bridge Infrastructure
Long Painting’s history with structural steel and bridge coating spans some of the most demanding projects on the West Coast. Our work on the Golden Gate Bridge demonstrates our capability to perform at the highest level of bridge coating complexity, from surface preparation and lead abatement on older structures with multi-layer legacy paint systems to application of modern high-performance coating systems in challenging access and environmental conditions.
In the Pacific Northwest, structural steel and bridge coating work requires particular attention to:
- Lead abatement on older structures: many bridges and industrial structures built before the 1970s carry lead-containing paint systems that must be contained and disposed of under stringent regulatory requirements
- Access systems: swing stages, suspended scaffolding, and aerial work platforms appropriate to the structure geometry and site conditions
- Environmental containment: many bridge projects over waterways require full containment systems to prevent abrasive blast media and removed coating material from entering the water
- Coating system compatibility with existing paint systems where full removal is not specified

Water and Wastewater Treatment Infrastructure
Water and wastewater treatment facilities present a demanding and socially critical coating environment. Coating failures in potable water infrastructure create public health risk and regulatory emergency. Coating failures in wastewater structures allow environmental release and accelerate structural degradation from the aggressive biological and chemical environment of sewage treatment.
Coating in this sector is governed by strict product approval requirements (coatings applied in contact with potable water must carry NSF/ANSI 61 certification) and by AWWA (American Water Works Association) standards for water system infrastructure. Surface preparation requirements are among the most demanding in the industry, with SP 5 (white metal blast) frequently specified for immersion-service tank linings.
Long Painting has performed coating work on wastewater treatment infrastructure throughout the Pacific Northwest. Our confined space entry program, environmental monitoring capabilities, and familiarity with the inspection requirements governing this sector position us for work where performance standards are non-negotiable.

Marine and Port Infrastructure
Marine coating environments are among the most corrosive in the industrial spectrum. Tidal zone and splash zone structures are subject to wet/dry cycling combined with elevated chloride exposure, a combination that challenges even well-specified coating systems. Fully submerged structures face continuous immersion service. Atmospheric zone structures in marine environments are exposed to chloride-laden air that accelerates corrosion wherever coating is compromised.
Long Painting’s marine coating history includes the USS Kitty Hawk and USS Nimitz aircraft carriers: navy ship coating work that required both technical rigor and the logistics of working within an active military installation environment.
Coating systems for marine infrastructure typically combine zinc-rich primers for cathodic protection, high-build epoxy intermediate coats for barrier performance, and antifouling or topcoat systems appropriate to the service zone. Surface preparation in marine environments must account for soluble salt contamination, which is frequently present at levels that require remediation before coating.
Power Generation and Utilities
Long Painting works with major power generation and utility clients in the Pacific Northwest, including investor-owned utilities and hydroelectric facility operators. Coating applications in this sector include:
- Hydroelectric dam structures, penstocks, and turbine housings, subject to immersion, abrasion, and high-velocity water flow
- Substation and transmission infrastructure: structural steel and equipment requiring atmospheric coating maintenance
- Power generation building interiors and exteriors
- Cooling water system structures
Hydroelectric infrastructure presents unique coating challenges: penstocks and water-contact surfaces experience continuous water exposure, flow-induced abrasion, and pressure fluctuations. Coating systems for these applications must be selected for immersion service performance and applied during scheduled maintenance outages, making pre-bid planning, efficient mobilization, and reliable work execution critical to client satisfaction.
Manufacturing and Heavy Industrial Facilities
Manufacturing facilities, pulp and paper mills, and heavy industrial plants require coating maintenance programs that minimize production disruption while protecting structural assets from the corrosive effects of process chemicals, steam, humidity, and industrial fallout. Long Painting pursues work with forest products and pulp and paper clients in addition to our existing manufacturing relationships.
Coating in these environments often requires:
- Work scheduling that coordinates with production shutdowns and maintenance windows
- Chemical-resistant coating systems where process chemicals may contact coated surfaces
- High-temperature coating systems for equipment operating above normal atmospheric temperatures
- Floor coating systems resistant to forklift traffic, spill exposure, and industrial cleaning chemicals
Section 5
Safety, Compliance, and Contractor Qualification

Why Safety Programs Define Contractor Qualification for Industrial Work
Industrial coating contractors work in some of the highest-hazard environments in the construction and maintenance industry. Refineries, chemical plants, marine terminals, confined spaces, high-elevation structural steel, and facilities handling toxic or flammable materials all present risks that demand more than a basic safety program.
Major industrial facility operators learned this through experience. Contractors who entered their facilities without adequate safety management systems created incidents: injuries, fatalities, environmental releases, and production disruptions. This drove the development of third-party contractor pre-qualification platforms (ISNetworld, Avetta, and others) that audit contractor safety performance and program quality before awarding access to the facility.
Long Painting’s safety program includes:
- Comprehensive written safety program covering all applicable OSHA standards
- Safety Six: our core safety principles applied on every project
- Respirator fit testing program for all employees required to wear respiratory protection
- Fleet safety program with camera systems across our vehicle fleet
- Daily toolbox talks on every project
- Site-specific safety plan development for every industrial project before work begins
- Confined space entry program with written procedures, entry permits, and rescue capability
- Lockout/tagout (LOTO) procedures for energy control on equipment
- Lead abatement capabilities with properly trained and equipped personnel
- OSHA 10 and OSHA 30 certifications across field and supervisory staff
ISNetworld, Avetta, and Client Pre-Qualification Platforms
Long Painting maintains active compliance status with multiple third-party contractor management platforms, reflecting our commitment to working safely in our clients’ facilities and meeting the documentation standards their risk management programs require.
| Pre-Qualification Platform / Client | Status |
|---|---|
| ISNetworld | Active Compliance Status |
| Avetta | Active Compliance Status |
| Highwire | Active Compliance Status |
| Major Petroleum Pipeline Operators | Approved Contractor |
| Major Petroleum Refinery Operators | Approved Contractor |
| Major Forest Products / Pulp & Paper Operator | Approved Contractor |
| Major Natural Gas Utility | Approved Contractor |
| Major Investor-Owned Utility | Approved Contractor |
| Major Midstream Energy Operator | Approved Contractor |
| Major Aerospace Manufacturer | Approved Contractor |
| Chemical, Energy, and Technology Sector Operators | Approved / Active Status |
These credentials are not self-reported certifications. They represent third-party audited verification that our safety and business practice programs meet the standards each client has established for contractors working in their facilities.
Lead Abatement on Existing Industrial Structures
A significant portion of industrial painting work involves structures and equipment built before the phase-out of lead-based paint in industrial coatings. Bridges, tanks, refineries, and heavy industrial facilities constructed before the 1970s and 1980s frequently carry multiple generations of paint systems that include lead-containing coatings in the underlying layers.
Working on these structures requires:
- Pre-project testing to identify the presence and concentration of lead in existing coating layers
- A written lead abatement program compliant with OSHA’s Lead in Construction Standard (29 CFR 1926.62)
- Air monitoring during abrasive blasting and other disturbance activities
- Worker protection including appropriate respiratory protection, protective clothing, and hygiene facilities
- Full containment systems to prevent lead-containing dust and abrasive blast debris from entering the environment
- Waste characterization and proper disposal of lead-contaminated material through licensed hazardous waste handlers
Long Painting performs lead abatement work as an integrated capability, not as a subcontracted specialty. Our crews are trained and equipped for lead-containing coating removal, and our program documentation satisfies the requirements of the regulatory agencies and client safety programs that govern this work.
Confined Space Entry and LOTO Requirements
Tank coating (both interior and in underground or enclosed structures) requires confined space entry. OSHA’s permit-required confined space standard (29 CFR 1926.1200) establishes the requirements that must be met before any worker enters a space with a limited means of egress and a potential atmospheric hazard.
Long Painting’s confined space program includes:
- Written confined space entry procedures
- Entry permits that document atmospheric testing, authorized entrants, attendants, and rescue arrangements
- Atmospheric monitoring equipment for oxygen, flammable gas, and toxic contaminants
- Forced ventilation systems to maintain safe atmospheric conditions during coating application
- Designated rescue capability at the entry point. We do not rely on local emergency response for confined space rescue.
Lockout/tagout procedures govern energy isolation on equipment that could pose a hazard during coating work, preventing unexpected energization of machinery, valves, or electrical systems while our crews are working in contact with equipment.
Section 6
Pacific Northwest Industrial Coating Considerations
Climate and Corrosion Challenges in Washington and Oregon
The Pacific Northwest presents a distinctive combination of environmental factors that influence industrial coating performance and coating system selection. Contractors without regional experience (and coating systems without track records in this specific climate) frequently underperform.
Extended Low-Temperature and High-Humidity Periods
Western Washington and Oregon experience extended periods of cool temperatures (40°F to 55°F) combined with high relative humidity from fall through spring. Many industrial coating systems have minimum application temperatures of 50°F or higher. The combination of marginal temperatures and humidity near or above 80% creates a significant window of time each year when coating application conditions require careful monitoring and management.
Long Painting crews and project managers understand how to schedule work around these conditions and how to create controlled application environments when necessary (tent heating, substrate heating, and humidity monitoring) to maintain product quality during challenging weather windows.
Marine Atmospheric Influence
Coastal and waterfront industrial facilities (refineries, marine terminals, port infrastructure, and waterfront utilities) experience elevated chloride deposition from marine aerosol. This chloride contamination accelerates corrosion on bare and damaged metal surfaces and penetrates coating films in concentrations that drive osmotic blistering if salt testing and surface cleaning are not performed before coating application.
Facilities within several miles of tidal water should specify soluble salt testing as a standard hold point in their coating inspection procedures.
Variable Temperature and Thermal Cycling
Inland industrial facilities in eastern Washington and Oregon experience greater temperature extremes: hot summers above 100°F and cold winters well below freezing. These thermal cycles stress coating adhesion, particularly at coating edges, penetrations, and transitions. Coating systems for equipment and structures in these environments should be selected for flexibility and thermal cycling resistance.
Coating Selection for Wet and Variable Temperature Environments
Industrial coating specifications designed for the Pacific Northwest climate should address several factors that are less critical in drier or warmer regions:
- Minimum application temperature: Verify that the specified coating systems can be applied within the temperature windows realistic for the project schedule, or plan for environmental control
- Moisture tolerance: Some coating systems (moisture-tolerant or moisture-cure formulations) are better suited for application in high-humidity conditions or on surfaces that may carry residual moisture
- Recoat windows: In cool temperatures, recoat intervals extend significantly. A coating system that requires 4 hours between coats at 77°F may require 12+ hours at 50°F, affecting project scheduling
- Surface temperature and dew point: The 5°F rule (substrate temperature must exceed dew point by at least 5°F) is frequently challenged in Pacific Northwest conditions; morning application often requires waiting for surfaces to warm
Regional Regulatory Environment
Industrial coating contractors operating in Washington and Oregon must comply with state environmental regulations that in some cases exceed federal OSHA and EPA requirements. Key regulatory considerations include:
- Washington State Department of Labor and Industries (L&I): Implements its own occupational safety regulations, which in some areas are more stringent than federal OSHA
- Oregon OSHA (OR-OSHA): Similarly operates a state plan that can impose additional requirements
- Air quality regulations: Volatile organic compound (VOC) limits for coating products vary by air quality district; some urban and industrial areas in Washington have more restrictive VOC limits that affect coating product selection
- Hazardous waste regulations: Lead-contaminated abrasive blast media and paint chips must be characterized and disposed of under Washington and Oregon hazardous waste rules, which include specific manifest and transportation requirements
Section 7
Evaluating and Selecting an Industrial Coating Contractor
The Pre-Bid Process: Means, Methods, and Risk Review
The single practice that most distinguishes Long Painting’s industrial division from less qualified competitors is our pre-bid means and methods review. Before submitting a proposal on any significant industrial project, our estimators conduct an internal evaluation of:
- Surface preparation method and equipment requirements for the specified standard and substrate condition
- Containment requirements, whether full or partial containment is required and what system is appropriate for the access configuration
- Lead abatement requirements if existing coating layers may contain lead
- Confined space entry requirements and crew training and equipment needs
- Safety plan development, what site-specific hazards exist and how will they be managed
- Access method: scaffolding, aerial lifts, swing stages, or specialized access appropriate to the structure
- Environmental controls: tent heating, ventilation, humidity management if application conditions require control
- Coating product and manufacturer technical support coordination
We also produce a Job Planner for all large industrial projects, ensuring every member of the project team, from the superintendent to the application crew, is aligned on the process, the standards, the safety requirements, and the quality expectations before work begins.
Certifications and Credentials That Matter
When evaluating industrial coating contractors, the credentials that carry the most weight are those that involve third-party verification, not self-reported qualifications. Long Painting holds the following verified credentials relevant to industrial coating work:
- NACE/AMPP Coating Inspector certifications (CIP Level 1 and/or Level 2) on staff, both field and office/PM personnel
- SSPC Protective Coatings Specialist (SP 1 and SP 2) certified personnel
- ISNetworld and Avetta compliance status, representing audited verification of our safety and business practice programs
- Approved contractor status with major industrial operators in the Pacific Northwest
- OSHA 10 and OSHA 30 certifications across our field and supervisory workforce
Quality Control: Hold Points, DFT Testing, and Documentation
Industrial coating QC is not a final inspection. It is a systematic process of verification at defined hold points throughout the project.
Pre-Application Hold Points
- Surface cleanliness verification to the specified SSPC/AMPP standard
- Surface profile measurement and documentation
- Soluble salt testing where specified or warranted by the environment
- Environmental condition recording (temperature, humidity, dew point)
During Application
- Wet film thickness checks during application to verify product is being applied at the specified rate
- Environmental condition monitoring: conditions can change during an application shift
- Material batch number recording for traceability
Post-Application
- Dry film thickness (DFT) testing at specified frequency and locations
- Holiday detection (electrical spark testing) on immersion-service lining systems
- Final visual inspection
- Documentation package preparation: QC records, material data sheets, safety data sheets, test results
Clients who specify third-party coating inspection engage independent inspectors to verify these hold points. Long Painting works cooperatively with third-party inspectors because we understand that independent verification protects both the facility owner and us when coating performance is evaluated years after project completion.
Questions to Ask Every Industrial Coating Contractor
- What SSPC/AMPP surface preparation standard are you planning to apply to this project, and how will you verify and document that you met it?
- Do you have NACE/AMPP or SSPC certified coating inspectors on staff who will be present during this project?
- What is your confined space entry program, and how does it address the entry permit, atmospheric monitoring, and rescue requirements?
- Does your bid include a lead abatement program, or are you assuming the existing coating layers do not contain lead? Have you tested?
- What is your process for checking and documenting environmental conditions before and during application?
- Are you currently in compliance with ISNetworld, Avetta, or the client’s own contractor management platform?
- Can you show me a sample QC documentation package from a comparable industrial project?
- What is your pre-bid means and methods process for industrial projects?
- Who from your team will be on site daily, a superintendent, foreman, or project manager, and what is their industrial coating experience?
- Have you done work for comparable industrial clients in this region? Which ones?
Section 8
Long Painting’s Industrial Division: Capabilities and Approach
Service Capabilities
Surface Preparation
- Abrasive blasting to all SSPC/AMPP standards: SP 5, SP 10, SP 6, and brush-off blast (SP 7)
- Ultra-high pressure (UHP) water blasting up to 40,000 psi, an effective alternative to abrasive blast for projects where airborne abrasive media is problematic
- Pressure washing and chemical cleaning
- Lead abatement: contained removal of lead-containing coating systems with full regulatory compliance
- Chemical stripping for specialty substrates
- Power tool and hand tool preparation for maintenance spot repairs and access-restricted areas
- Shop blasting and coating for fabricated components
Coating Application
- High-performance industrial coating systems from Carboline, Tnemec, Sherwin-Williams Protective and Marine, and other approved manufacturers
- Conventional spray, airless spray, and plural component spray application
- Brush and roller application where spray is not appropriate
- Floor coating systems (epoxy, polyurethane, and specialty floor coatings)
- Intumescent fireproofing systems
- Specialty application methods including horizontal stripe coating, back-rolling, and brush application on complex geometries
Access and Work Methods
- Conventional scaffolding and rolling towers
- Swing stage suspended scaffolding
- Aerial work platforms and boom lifts
- Shop work on fabricated components prior to installation
- Confined space entry with written permit program, atmospheric monitoring, and rescue capability
Approved Contractor Credentials
Long Painting holds approved contractor or active compliance status with a comprehensive list of industrial clients and contractor management platforms, the result of years of demonstrated safety performance and quality program documentation. Our approved contractor portfolio spans major petroleum pipeline and refinery operators, utilities, forest products companies, aerospace manufacturers, midstream energy operators, and chemical sector clients throughout the Pacific Northwest, along with compliance status with ISNetworld, Avetta, Highwire, and others.
Project Scale and Geographic Range
Long Painting’s industrial division handles the full range of project scale, from small maintenance spot repairs in the low thousands of dollars to major new construction and turnaround projects exceeding $1 million. Project durations span from single-day emergency repairs to multi-year ongoing maintenance agreements.
Our primary geographic market is Washington and Oregon. Our project history extends to California. The Golden Gate Bridge represents the most prominent example of our capability to perform on nationally significant projects outside our immediate region.
Long Painting’s industrial estimators approach every bid as a technical problem before it is a pricing exercise. We evaluate the means and methods, identify the risks, and build a proposal that reflects what it actually takes to do the work correctly. We believe this approach is the reason our industrial clients come back.

Expert Insight
Industrial coating failures are rarely caused by coating materials themselves. More often, failures result from inadequate surface preparation, improper application conditions, or insufficient inspection procedures.
Facility managers who emphasize standards, inspection, and contractor qualification significantly reduce the risk of premature coating failure and unexpected maintenance costs.
Frequently Asked Questions
What causes industrial coating failure?
Most failures result from poor surface preparation, incorrect coating selection, or improper application conditions.
How long do industrial coatings typically last?
Depending on the system and environment, industrial coatings may last 10 to 25 years when properly applied and maintained.
What inspections occur during coating projects?
Common inspections include surface cleanliness verification, environmental monitoring, wet film thickness checks, and dry film thickness measurements.
Why are SSPC standards important?
They establish measurable cleanliness standards that allow inspectors to verify surface preparation quality.
Why is contractor qualification important?
Industrial coating projects involve safety hazards, environmental risks, and technical requirements that require experienced contractors.
Conclusion
Industrial protective coatings are essential to protecting infrastructure across the Pacific Northwest. When coating systems are properly specified, applied under correct environmental conditions, and installed by qualified contractors, they extend asset life and reduce long-term maintenance costs.
Facility managers responsible for industrial infrastructure should approach coating projects as technical asset protection programs rather than routine maintenance tasks. By understanding coating systems, surface preparation standards, contractor qualification, and regional environmental challenges, industrial operators can ensure their facilities remain protected for decades.
Ready to Talk Through an Industrial Coating Project?
Long Painting’s industrial division consults on protective coating projects across Washington and Oregon, from petroleum facilities and bridges to water and wastewater infrastructure. Tell us about the asset, the service environment, and the timeline.